

东莞分割器厂家讲解分割器的装配注意事项
- 2018-12-04 11:30:10
-
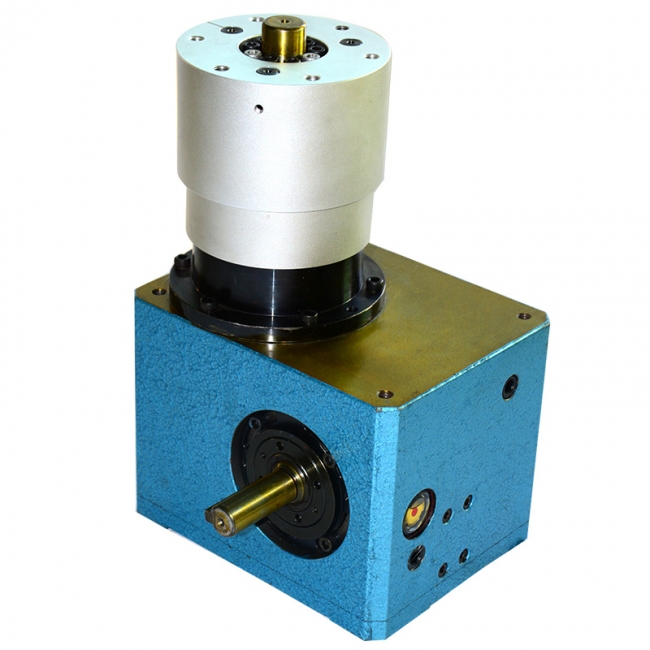 东莞分割器厂家讲解分割器的装配注意事项客户朋友在实际选购时要综合考虑到成本因素,即分割器零件的生产工艺和技术要求,分割器配件的装配工艺和精度要求,以及分割器售前售后的专业及贴心的无忧服务。简言之,就是买卖王道之性价比。装配工作是产品制造过程的后期工作,包括各种装配的准备工作,部装,总装,调整,检验和试机等工作。装配质量的好坏,对整个产品的质量起着决定性的作用。通过装配才能形成最终产品,并保证它具有规定的精度及设计所定的使用功能以及质量要求。如果装配不当,不重视清理工作,不按工艺技术要求装配,即使所有零件加工质量都合格,也不一定能够装配出合格的优质的产品。装配质量差,则精度低。性能差,功率损耗大,寿命短,将造成很大的损失。相反,虽然某些零件质量一般,但经过仔细的修配和精确的调整后,仍能装配出高性能的产品。恒准公司装配部非常重视装配工作,重要的配件都采自台湾原装进口,并按照产品装配图,严格制定出合理的装配工艺规程,并且装配技师们都是认真细致,确保装配质量和效率的优质可靠。作为分割器行业资深工程师,以及在恒准凸轮科技有限公司18年之生产管理经验,敝对于分割器及自动化装备行业技术知识有充分的认识。今天来谈一下 凸轮分割器装配工艺之预紧和间隙调整.调整内外圈的相互位置给轴承内圈或外圈以一定的轴向预负荷,这时内外圈将发生相对位移,结果消除了内外圈与滚子的游隙,并产生了初始的接触弹性变形,这种方法叫预紧。预紧后的分割器能控制正确的间隙,从而提高了轴的旋转精度。轴向间隙是调整和控制分割器整体间隙大小的依据。径向间隙的大小,通常作为分割器运作精度高低的一项重要指标。间隙分类又有如下说法--原始间隙:未安装前自由状态下配件的间隙;配合间隙:配件装配到轴上与外箱内的间隙。其间隙大小由过盈量决定。配合间隙小于原始间隙; 工作间隙:凸轮运作时轴承内外圈温差使配合间隙减小,又因工作负荷作用,使滚动体与套圈产生了弹性变形而使间隙增大。一般工作间隙大于配合间隙。凸轮分割器预紧的方法,除了一般大家熟知的调整偏心盖的方法,还有以下方法:1.增加轴承内外垫圈的厚度实现预紧2.磨窄两轴承的内圈或外圈实现预紧 3.用弹簧片辅助增压实现预紧
东莞分割器厂家讲解分割器的装配注意事项客户朋友在实际选购时要综合考虑到成本因素,即分割器零件的生产工艺和技术要求,分割器配件的装配工艺和精度要求,以及分割器售前售后的专业及贴心的无忧服务。简言之,就是买卖王道之性价比。装配工作是产品制造过程的后期工作,包括各种装配的准备工作,部装,总装,调整,检验和试机等工作。装配质量的好坏,对整个产品的质量起着决定性的作用。通过装配才能形成最终产品,并保证它具有规定的精度及设计所定的使用功能以及质量要求。如果装配不当,不重视清理工作,不按工艺技术要求装配,即使所有零件加工质量都合格,也不一定能够装配出合格的优质的产品。装配质量差,则精度低。性能差,功率损耗大,寿命短,将造成很大的损失。相反,虽然某些零件质量一般,但经过仔细的修配和精确的调整后,仍能装配出高性能的产品。恒准公司装配部非常重视装配工作,重要的配件都采自台湾原装进口,并按照产品装配图,严格制定出合理的装配工艺规程,并且装配技师们都是认真细致,确保装配质量和效率的优质可靠。作为分割器行业资深工程师,以及在恒准凸轮科技有限公司18年之生产管理经验,敝对于分割器及自动化装备行业技术知识有充分的认识。今天来谈一下 凸轮分割器装配工艺之预紧和间隙调整.调整内外圈的相互位置给轴承内圈或外圈以一定的轴向预负荷,这时内外圈将发生相对位移,结果消除了内外圈与滚子的游隙,并产生了初始的接触弹性变形,这种方法叫预紧。预紧后的分割器能控制正确的间隙,从而提高了轴的旋转精度。轴向间隙是调整和控制分割器整体间隙大小的依据。径向间隙的大小,通常作为分割器运作精度高低的一项重要指标。间隙分类又有如下说法--原始间隙:未安装前自由状态下配件的间隙;配合间隙:配件装配到轴上与外箱内的间隙。其间隙大小由过盈量决定。配合间隙小于原始间隙; 工作间隙:凸轮运作时轴承内外圈温差使配合间隙减小,又因工作负荷作用,使滚动体与套圈产生了弹性变形而使间隙增大。一般工作间隙大于配合间隙。凸轮分割器预紧的方法,除了一般大家熟知的调整偏心盖的方法,还有以下方法:1.增加轴承内外垫圈的厚度实现预紧2.磨窄两轴承的内圈或外圈实现预紧 3.用弹簧片辅助增压实现预紧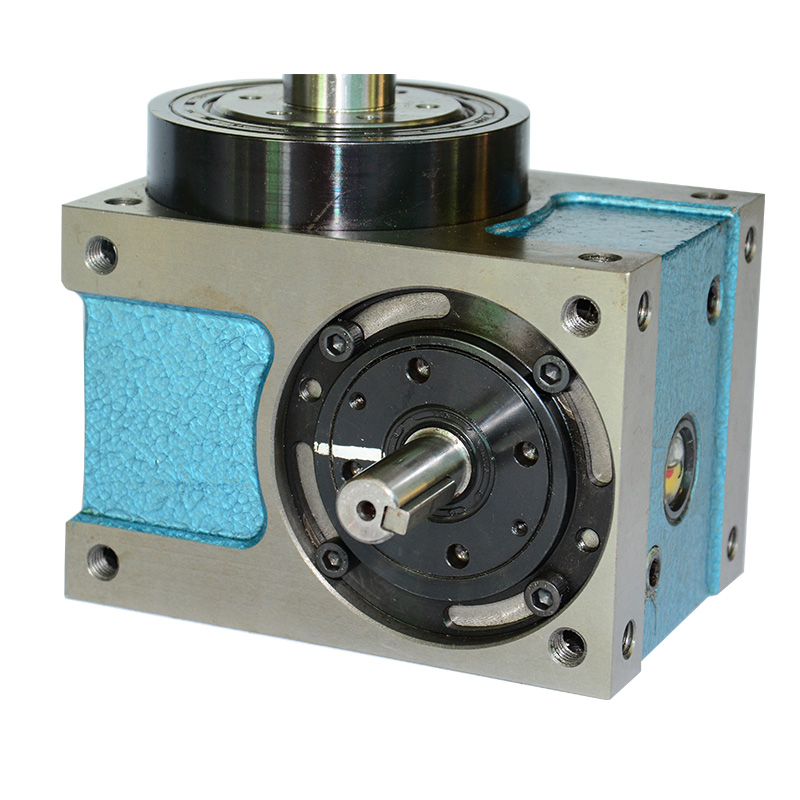 凸轮分割器按照正确的顺序安装完毕,进行转动检查。将红丹涂在凸轮廓面,转动入力轴推动砖塔转动,在凸轮上获得接触压痕斑点。正确的压痕斑点应在静止角的凸轮廓面上显示为红丹吃净,而分割器入力轴的旋转非常顺滑,是灵活性的转动,没有卡顿现象。否则,说明轴向位置不对,需要用到上面的方法进行预紧调整。凸轮分割器生产的难点一在于凸轮制造二在于装配调整。其生产工艺和装配工艺所涉及到复杂的技术要求和精度要求,需要生产设备的智能化和人力资源的高端化相互周密搭配,齐力推进,才能导向成功。产品成功,既是品牌的成功。希望广大的客户朋友都来关注恒准品牌,使用恒准分割器。恒准承诺,打造一台可以长期稳定运行的分割器,一台可以放心使用的分割器。
凸轮分割器按照正确的顺序安装完毕,进行转动检查。将红丹涂在凸轮廓面,转动入力轴推动砖塔转动,在凸轮上获得接触压痕斑点。正确的压痕斑点应在静止角的凸轮廓面上显示为红丹吃净,而分割器入力轴的旋转非常顺滑,是灵活性的转动,没有卡顿现象。否则,说明轴向位置不对,需要用到上面的方法进行预紧调整。凸轮分割器生产的难点一在于凸轮制造二在于装配调整。其生产工艺和装配工艺所涉及到复杂的技术要求和精度要求,需要生产设备的智能化和人力资源的高端化相互周密搭配,齐力推进,才能导向成功。产品成功,既是品牌的成功。希望广大的客户朋友都来关注恒准品牌,使用恒准分割器。恒准承诺,打造一台可以长期稳定运行的分割器,一台可以放心使用的分割器。
- 上一篇 [返回首页] [打印] [返回上页] 下一篇
联系我们
联系人:
林生电话:
18925565334传真:
0769-85384949邮箱:
1638292285@qq.com