

充分了解分割器的工位与速度的关系,才能解决分割器定位问题
- 2018-11-10 11:47:10
-
 充分了解分割器的工位与速度的关系,才能解决分割器定位问题:凸轮分割器运行的速度根据实际的生产需求情况,通过调速器对驱动电机进行调解,达到使用速度的需求,分割器速度与工位的关系是怎样的呢?分割器速度与工位明确的说,没有关联的关系,这可以从分割器原理来进行理解,分割器的本身是不具备旋转功能的,是在电机的带动下实现它的作用,所以,分割器的运行速度应该与电机的运行速度是相关联的,从分割器的选型初期开始,运行速度是选型工作中的比较重要的步骤,也就是分割器的最高速度与额定速度在选型之初就已经确立了。工位是分割器选型过程中,根据设计及实际的需要所设定的,分割器入力轴在旋转一周的情况下,出力轴运行一个工位,少工位数与多位数的运行并没有时间上的区别,出力轴运行一个工位,入力轴必须运动一周,对于单导程的分割器来说,电机的运行速度则决定了出力轴工位旋转的快慢,从这里可以看出,分割器的运行速度与工位数的多少并没有必然的关联。当然在自动化设计中,多工位圆盘机大多数的情况是高速运行的,一方面多工位和高速度的相结合为了提高生产的效率,所以,再多的工位数,如果作为驱动源的电机没有高速的运行,整体的分割器带动圆盘的效率也是不会上去了,同样的情况下,少工位的分割器也是一样的道理。凸轮分割器定位不准如何解决?凸轮分割器主要应用在多工位间歇场合的设备,比如多工位转盘式组装设备,铆接焊接等,它最大的优点就是定位精准,可以把物料精准的送到指定的加工工位,一台标准工艺生产的凸轮分割器其定位精度为正负30秒内,1米的外径转盘定位误差大概0.07MM,没有累积,我们在销售过程中经常碰到第一次使用分割器的朋友反应凸轮分割器在安装好转盘后定位不准,或者转到指定工位后有跑过一点点的情况,是什么原因造成一台新的分割器出现这种情况呢,因为我们的分割器在出厂之前都要经过一系列的测试,达到合格的标准后才会出厂,出现这种情况的因素有几点:1.转盘在安装的时候不是在分割器的停止角位置安装,这样就会出现电机带动分割器转动的时候,转盘上面的夹具对应不到工作站,这种情况转盘每次偏移的位置都是固定的,只需要让分割器先在停止角的位置先停下来,然后松开转盘的螺丝,转动转盘对应好指定的工作站,再锁紧转盘就可以了!
充分了解分割器的工位与速度的关系,才能解决分割器定位问题:凸轮分割器运行的速度根据实际的生产需求情况,通过调速器对驱动电机进行调解,达到使用速度的需求,分割器速度与工位的关系是怎样的呢?分割器速度与工位明确的说,没有关联的关系,这可以从分割器原理来进行理解,分割器的本身是不具备旋转功能的,是在电机的带动下实现它的作用,所以,分割器的运行速度应该与电机的运行速度是相关联的,从分割器的选型初期开始,运行速度是选型工作中的比较重要的步骤,也就是分割器的最高速度与额定速度在选型之初就已经确立了。工位是分割器选型过程中,根据设计及实际的需要所设定的,分割器入力轴在旋转一周的情况下,出力轴运行一个工位,少工位数与多位数的运行并没有时间上的区别,出力轴运行一个工位,入力轴必须运动一周,对于单导程的分割器来说,电机的运行速度则决定了出力轴工位旋转的快慢,从这里可以看出,分割器的运行速度与工位数的多少并没有必然的关联。当然在自动化设计中,多工位圆盘机大多数的情况是高速运行的,一方面多工位和高速度的相结合为了提高生产的效率,所以,再多的工位数,如果作为驱动源的电机没有高速的运行,整体的分割器带动圆盘的效率也是不会上去了,同样的情况下,少工位的分割器也是一样的道理。凸轮分割器定位不准如何解决?凸轮分割器主要应用在多工位间歇场合的设备,比如多工位转盘式组装设备,铆接焊接等,它最大的优点就是定位精准,可以把物料精准的送到指定的加工工位,一台标准工艺生产的凸轮分割器其定位精度为正负30秒内,1米的外径转盘定位误差大概0.07MM,没有累积,我们在销售过程中经常碰到第一次使用分割器的朋友反应凸轮分割器在安装好转盘后定位不准,或者转到指定工位后有跑过一点点的情况,是什么原因造成一台新的分割器出现这种情况呢,因为我们的分割器在出厂之前都要经过一系列的测试,达到合格的标准后才会出厂,出现这种情况的因素有几点:1.转盘在安装的时候不是在分割器的停止角位置安装,这样就会出现电机带动分割器转动的时候,转盘上面的夹具对应不到工作站,这种情况转盘每次偏移的位置都是固定的,只需要让分割器先在停止角的位置先停下来,然后松开转盘的螺丝,转动转盘对应好指定的工作站,再锁紧转盘就可以了!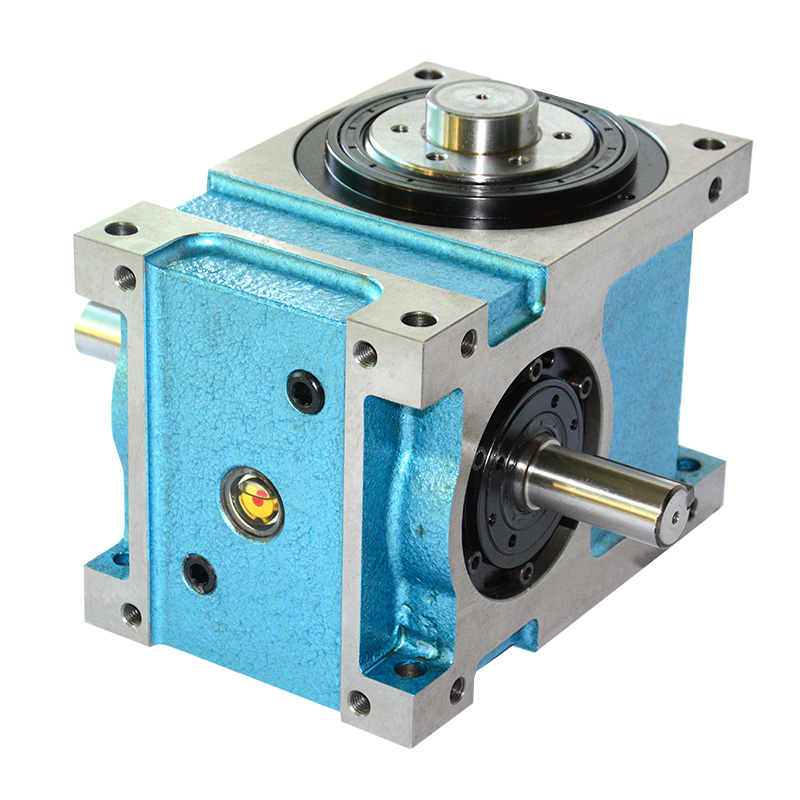 2. 还有一种情况就是有一些是需要控制电机频繁启停的,每次到了指定工位后停下来都会冲过去一点点,这种情况下有2个因素,一个是转盘大旋转速度快,由于惯性比较大分割器转到停止角的时候由于惯性大在停下来的时候电机带动分割器冲过了停止位置,造成分割器在停下来的时候会往前跑一点点,这种情况一般都是电机没有带刹车制动功能,或者选的分割器太小负载大,转盘转速快造成的,只需把电机带刹车就可以了,这样会让电机在分割器停止角的时候瞬间就可以停下来,不会冲过停止位置。 还有一个因素就是我们控制电机频繁启停的时候,一般都会在分割器另外一般安装一个信号感应装置,靠一个接近开关来感应信号控制电机启停,这个信号感应必须要在分割器的停止角上让电机停止,这个是关键,注意必须要在停止角停,如果把信号感应停止点放到了驱动角上,就会出现位置偏移的情况。3.在加工转盘的时候,固定转盘上的固定孔必须要按分割器图纸上面的孔的角度分部来打,因为一般分割器厂家的图纸这个6个安装孔都是在静止角的位置下按一定的角度分部的,有的客户打的这个固定孔没有按我们分割器停止角的位置加工,造成安装上去后旋转位置每次都错开了一定的角度.4.由于凸轮分割器是一个非常经常的部件,在加工转盘的时候要选择精密的加工中心来加工,加工转盘精度要高,工位要均匀分布,如果工位分布有误差,也会造成定位不准的情况,当然了这种几率比较低!以上就是东莞骏贸小编分享的关于了解凸轮分割器工位与速度的关系 ,才能更好地解决分割器在运行中出现定位不准的问题!如果在运行过程中出现了不准的现象,联系东莞骏贸工程
2. 还有一种情况就是有一些是需要控制电机频繁启停的,每次到了指定工位后停下来都会冲过去一点点,这种情况下有2个因素,一个是转盘大旋转速度快,由于惯性比较大分割器转到停止角的时候由于惯性大在停下来的时候电机带动分割器冲过了停止位置,造成分割器在停下来的时候会往前跑一点点,这种情况一般都是电机没有带刹车制动功能,或者选的分割器太小负载大,转盘转速快造成的,只需把电机带刹车就可以了,这样会让电机在分割器停止角的时候瞬间就可以停下来,不会冲过停止位置。 还有一个因素就是我们控制电机频繁启停的时候,一般都会在分割器另外一般安装一个信号感应装置,靠一个接近开关来感应信号控制电机启停,这个信号感应必须要在分割器的停止角上让电机停止,这个是关键,注意必须要在停止角停,如果把信号感应停止点放到了驱动角上,就会出现位置偏移的情况。3.在加工转盘的时候,固定转盘上的固定孔必须要按分割器图纸上面的孔的角度分部来打,因为一般分割器厂家的图纸这个6个安装孔都是在静止角的位置下按一定的角度分部的,有的客户打的这个固定孔没有按我们分割器停止角的位置加工,造成安装上去后旋转位置每次都错开了一定的角度.4.由于凸轮分割器是一个非常经常的部件,在加工转盘的时候要选择精密的加工中心来加工,加工转盘精度要高,工位要均匀分布,如果工位分布有误差,也会造成定位不准的情况,当然了这种几率比较低!以上就是东莞骏贸小编分享的关于了解凸轮分割器工位与速度的关系 ,才能更好地解决分割器在运行中出现定位不准的问题!如果在运行过程中出现了不准的现象,联系东莞骏贸工程
- 上一篇 [返回首页] [打印] [返回上页] 下一篇
联系我们
联系人:
林生电话:
18925565334传真:
0769-85384949邮箱:
1638292285@qq.com